
第1页 / 共10页
第2页 / 共10页
试读已结束,还剩8页,您可下载完整版后进行离线阅读
THE END
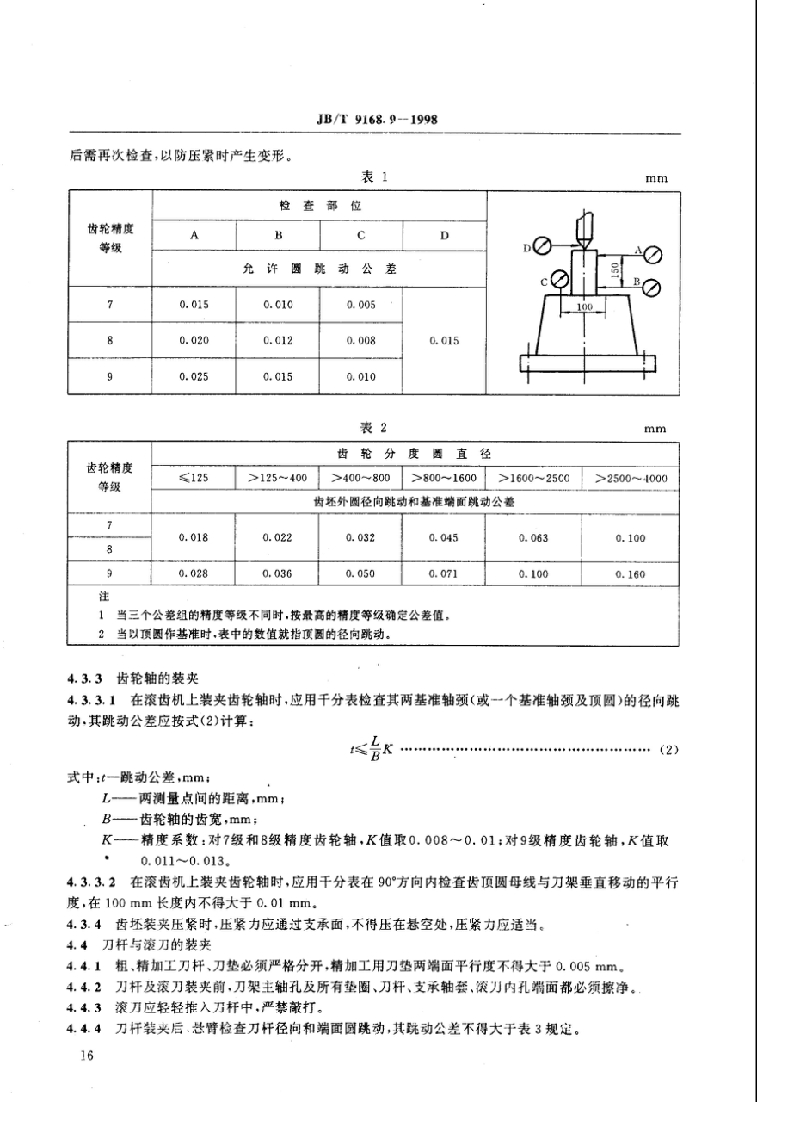
中华人民共和国机械行业标准JB/T9168.9-1998切削加工通用工艺守则齿轮加工代警JB/2307.9-88Common process instruetions for cutting-Process instructions for gear machining1范围本标准规定了齿轮加工应遵守的基本规则,适用于各企业的齿轮加工。齿轮加工还应遵守JB/T9168.1的规定,2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。JB/T9168.1一1998切削加工通用工艺守则总则GB10095一1988新开线列柱齿轮精度3一般要求3.1齿坯装夹前应检查其编号和实际尺寸是否与工艺规程要求相符合。3,2装夹齿坯时应注意查看其基面标记,不得将定位基面装错,3,3计算齿轮加工机床滚比挂轮时,一定要计算到小数点后有效数字第五位。4滚齿工艺守则4.1本守则适用于用滚切法加工GB10095中规定的7、8、9级精度渐开线圆柱齿轮。4.2滚齿前的准备4.2,1加工斜齿或人字齿轮时,必须验算差动挂轮的误差,一般差动挂轮应计算到小数点后有效数字第五位.差动挂轮误差应按式(1)计算:KC≤mNB…()式中0一差动挂轮误差:m一齿轮模数:N一滚刀头数:B一齿轮齿宽;K一齿轮精度系数:对7级齿轮,K为0.001:对8级齿轮,K为0.002,对9级齿轮,K为0.003:C—一滚卤机差动定数。4.2.2加工有偏直的齿轮时,应在相对应处安置适当的配重。4.3齿坯的装夹4.3,1在滚齿机上安装滚齿夹具时,应按表1的要求调整:4.3.2在滚齿机上装夹齿坯时,应将有标记的基面向下,使其与支承面贴合,不得垫纸或铜皮等物。,压紧前用千分表检查齿还外圆径向圈跳动和基准端面剑跳动,其跳动公差不得大于表2所规定数值。压紧国家机械工业局19981116批准199812-01实施15

请登录后查看评论内容