
第1页 / 共7页
第2页 / 共7页
试读已结束,还剩5页,您可下载完整版后进行离线阅读
THE END
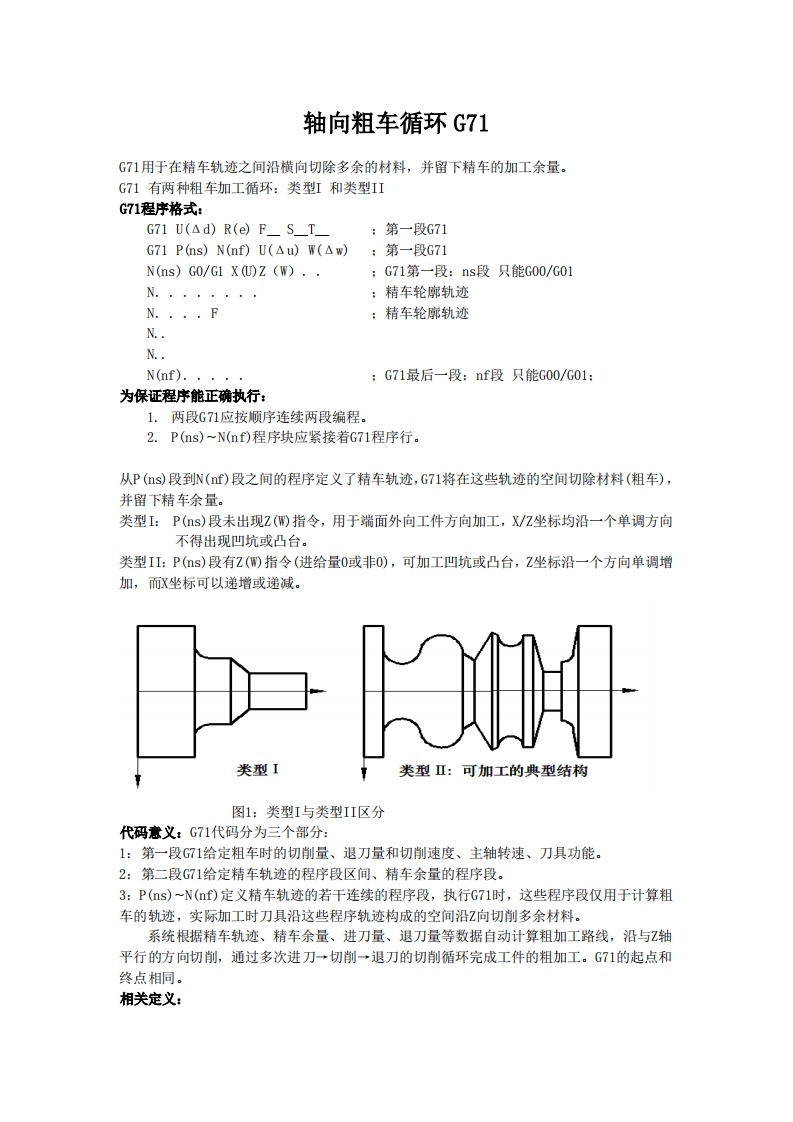
轴向粗车循环G71G71用于在精车轨迹之间沿横向切除多余的材料,并留下精车的加工余量。G71有两种粗车加工循环:类型I和类型IIG71程序格式:G71U(△d)R(e)FS_T_;第一段G71G71Pns)N(nf)U(△u)W(△w):第一段G71N(ns)GO/G1 X (U)Z (W).:G71第一段:ns段只能G00/G01;精车轮廓轨迹N.·..F:精车轮廓轨迹N..N..N(nf).:G71最后一段:nf段只能G00/G01:为保证程序能正确执行:1.两段G71应按顺序连续两段编程。2.P(ns)~N(nf)程序块应紧接着G71程序行。从P(ns)段到N(nf)段之间的程序定义了精车轨迹,G71将在这些轨迹的空间切除材料(粗车),并留下精车余量。类型I:P(s)段未出现Z(W)指令,用于端面外向工件方向加工,X/Z坐标均沿一个单调方向不得出现凹坑或凸台。类型II:P(s)段有Z(W)指令(进给量0或非0),可加工凹坑或凸台,Z坐标沿一个方向单调增加,而X坐标可以递增或递减。类型I类型Ⅱ:可加工的典型结构图1:类型I与类型II区分代码意义:G71代码分为三个部分:1:第一段G71给定粗车时的切削量、退刀量和切削速度、主轴转速、刀具功能。2:第二段G71给定精车轨迹的程序段区间、精车余量的程序段.3:P(ns)~N(nf)定义精车轨迹的若干连续的程序段,执行G71时,这些程序段仅用于计算粗车的轨迹,实际加工时刀具沿这些程序轨迹构成的空间沿Z向切削多余材料。系统根据精车轨迹、精车余量、进刀量、退刀量等数据自动计算粗加工路线,沿与Z轴平行的方向切削,通过多次进刀→切削→退刀的切削循环完成工件的粗加工。G71的起点和终点相同。相关定义:

请登录后查看评论内容