
第1页 / 共5页
第2页 / 共5页
试读已结束,还剩3页,您可下载完整版后进行离线阅读
THE END
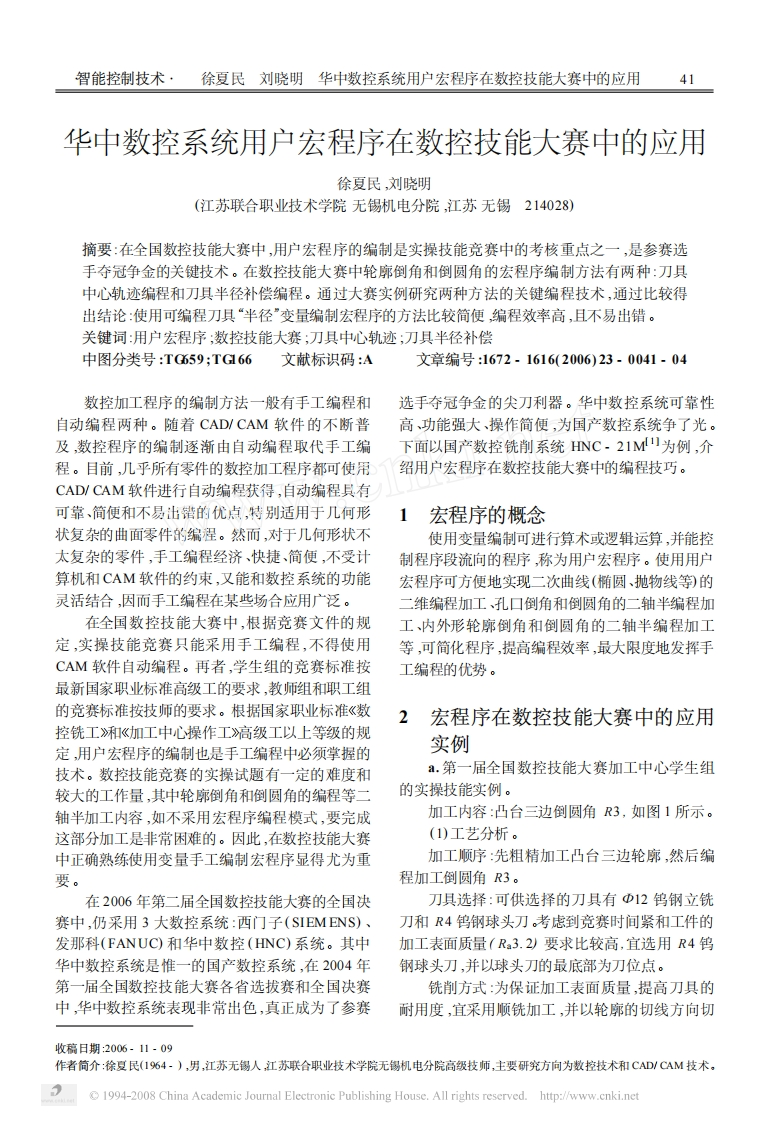
智能控制技术·徐夏民刘晓明华中数控系统用户宏程序在数控技能大赛中的应用华中数控系统用户宏程序在数控技能大赛中的应用徐夏民,刘晓明(江苏联合职业技术学院无锡机电分院,江苏无锡214028)摘要:在全国数控技能大赛中,用户宏程序的编制是实操技能竞赛中的考核重点之一,是参赛选手夺冠争金的关键技术。在数控技能大赛中轮廓倒角和倒圆角的宏程序编制方法有两种:刀具中心轨迹编程和刀具半径补偿编程。通过大赛实例研究两种方法的关键编程技术,通过比较得出结论:使用可编程刀具“半径”变量编制宏程序的方法比较简便编程效率高,且不易出错。关键词:用户宏程序;数控技能大赛;刀具中心轨迹;刀具半径补偿中图分类号:TG659;TG66文献标识码:A文章编号:1672-1616(2006)23-0041-04数控加工程序的编制方法一般有手工编程和选手夺冠争金的尖刀利器。华中数控系统可靠性自动编程两种。随着CAD/CAM软件的不断普高、功能强大、操作简便,为国产数控系统争了光。及,数控程序的编制逐渐由自动编程取代手工编下面以国产数控铣削系统HNC·21M为例,介程。目前,几乎所有零件的数控加工程序都可使吊绍用户宏程序在数控技能大赛中的编程技巧。CAD/CAM软件进行自动编程获得,自动编程其有可靠、简便和不易出错的优点,特别适用于几何形1宏程序的概念状复杂的曲面零件的编程。然而,对于几何形状不使用变量编制可进行算术或逻辑运算,并能控太复杂的零件,手工编程经济、快捷、简便,不受计制程序段流向的程序,称为用户宏程序。使用用户算机和CAM软件的约束,又能和数控系统的功能宏程序可方便地实现二次曲线(椭圆、抛物线等的灵活结合,因而手工编程在某些场合应用广泛。二维编程加工、孔口倒角和倒圆角的二轴半编程加在全国数控技能大赛中,根据竞赛文件的规工、内外形轮廓倒角和倒圆角的二轴半编程加工定,实操技能竞赛只能采用手工编程,不得使用等,可简化程序,提高编程效率,最大限度地发挥手CAM软件自动编程。再者,学生组的竞赛标准按工编程的优势。最新国家职业标准高级工的要求,教师组和职工组的竞赛标准按技师的要求。根据国家职业标准《数2宏程序在数控技能大赛中的应用控铣工》和《加工中心操作工》高级工以上等级的规定,用户宏程序的编制也是手工编程中必须掌握的实例技术。数控技能竞赛的实操试题有一定的难度和a.第一届全国数控技能大赛加工中心学生组较大的工作量,其中轮廓倒角和倒圆角的编程等二的实操技能实例。轴半加工内容,如不采用宏程序编程模式,要完成加工内容:凸台三边倒圆角R3,如图1所示。这部分加工是非常困难的。因此,在数控技能大赛(1)工艺分析。中正确熟练使用变量手工编制宏程序显得尤为重加工顺序:先粗精加工凸台三边轮廓,然后编要。程加工倒圆角R3。在2006年第二届全国数控技能大赛的全国决刀具选择:可供选择的刀具有Φ12钨钢立铣赛中,仍采用3大数控系统:西门子(SIEMENS)、刀和R4钨钢球头刀。考虑到竞赛时间紧和工件的发那科(FANUC)和华中数控(HNC)系统。其中加工表面质量(Ra3.2)要求比较高,宜选用R4钨华中数控系统是惟一的国产数控系统,在2004年钢球头刀,并以球头刀的最底部为刀位点。第一届全国数控技能大赛各省选拔赛和全国决赛铣削方式:为保证加工表面质量,提高刀具的中,华中数控系统表现非常出色,真正成为了参赛耐用度,宜采用顺铣加工,并以轮廓的切线方向切收稿日期:2006-11-09作者简介:徐夏民(164-),男,江苏无锡人,江苏联合职业技术学院无锡机电分院高级技师,主要研究方向为数控技术和CAD/CAM技术,1994-2008 China Academic Journal Electronic Publishing House.All rights reserved.http://www.cnki.net

请登录后查看评论内容