
第1页 / 共3页
第2页 / 共3页
试读已结束,还剩1页,您可下载完整版后进行离线阅读
THE END
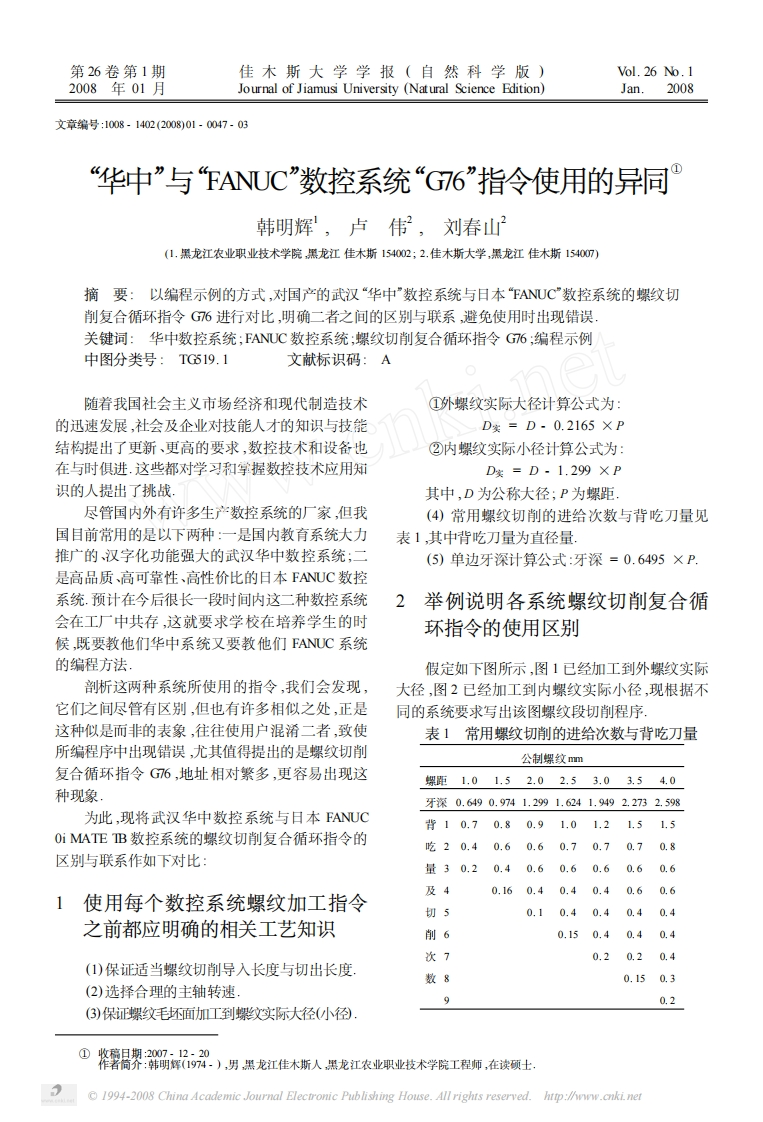
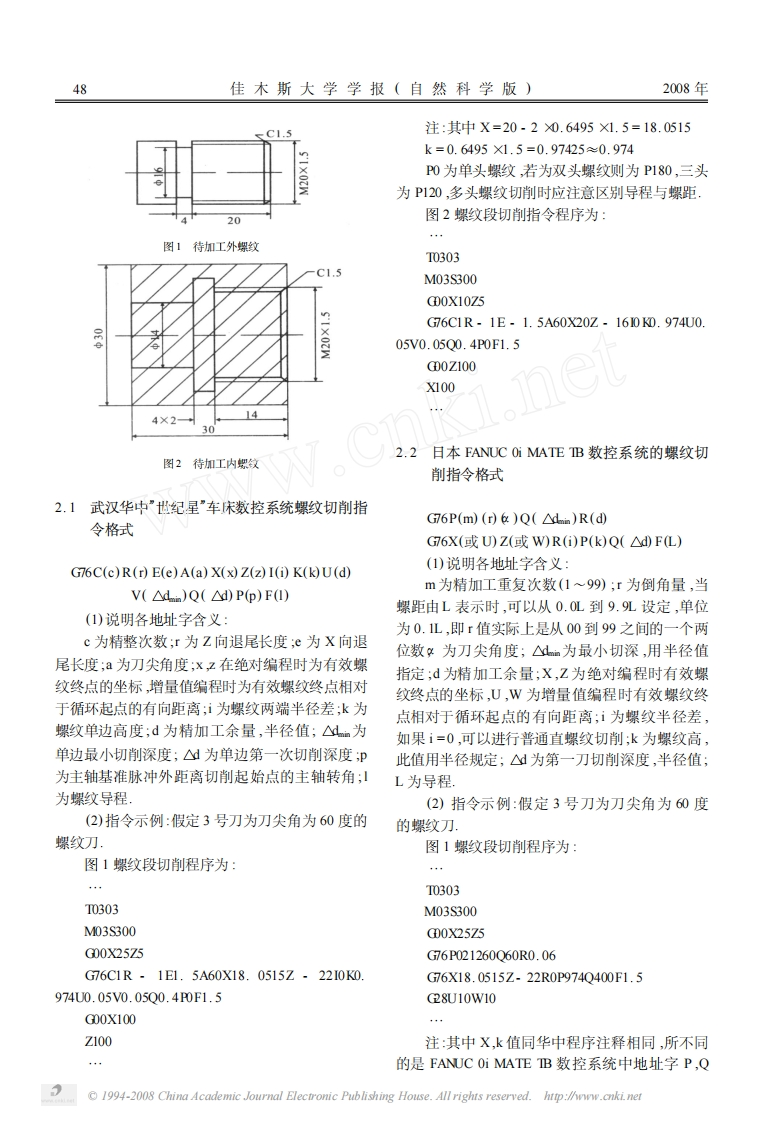
第26卷第1期佳木斯大学学报(自然科学版)Vol.266.12008年01月Journal of Jiamusi University (Natural Science Edition)Jan.2008文章编号:1008-1402(2008)01-0047-03“华中”与“℉ANUC”数控系统“G76”指令使用的异同韩明辉,卢伟2,刘春山2(1.黑龙江农业职业技术学院,黑龙江佳木斯154002;2.佳木斯大学,黑龙江佳木斯154007)摘要:以编程示例的方式,对国产的武汉“华中”数控系统与日本“FANUC数控系统的螺纹切削复合循环指令G76进行对比,明确二者之间的区别与联系,避免使用时出现错误关键词:华中数控系统;FNUC数控系统;螺纹切削复合循环指令G76;编程示例中图分类号:TG519.1文献标识码:A随着我国社会主义市场经济和现代制造技术①外螺纹实际大径计算公式为:的迅速发展,社会及企业对技能人才的知识与技能D室=D-0.2165×P结构提出了更新、更高的要求,数控技术和设备也②内螺纹实际小径计算公式为:在与时俱进,这些都对学习和学握数控技术应用知D实=D·1.299×P识的人提出了挑战.其中,D为公称大径;P为螺距尽管国内外有许多生产数控系统的厂家,但我(4)常用螺纹切削的进给次数与背吃刀量见国目前常用的是以下两种:一是国内教育系统大力表1,其中背吃刀量为直径量.推广的汉字化功能强大的武汉华中数控系统;二(5)单边牙深计算公式:牙深=0.6495×P是高品质高可靠性、高性价比的日本FANUC数控系统.预计在今后很长一段时间内这二种数控系统2举例说明各系统螺纹切削复合循会在工厂中共存,这就要求学校在培养学生的时环指令的使用区别候,既要教他们华中系统又要教他们FANUC系统的编程方法假定如下图所示,图1已经加工到外螺纹实际剖析这两种系统所使用的指令,我们会发现,大径,图2已经加工到内螺纹实际小径,现根据不它们之间尽管有区别,但也有许多相似之处,正是同的系统要求写出该图螺纹段切削程序这种似是而非的表象,往往使用户混淆二者,致使表1常用螺纹切削的进给次数与背吃刀量所编程序中出现错误,尤其值得提出的是螺纹切削公制螺纹m复合循环指令G6,地址相对繁多,更容易出现这螺距1.01.52.02.53.03.54.0种现象牙深0.6490.9741.291.6241.9492.2732.598为此,现将武汉华中数控系统与日本FANUC背10.70.80.91.01.21.51.50i MATE TB数控系统的螺纹切削复合循环指令的吃20.40.60.60.70.70.70.8区别与联系作如下对比:量30.20.40.60.60.60.60.6及40.160.40.40.40.60.61使用每个数控系统螺纹加工指令切50.10.40.40.40.4之前都应明确的相关工艺知识削60.150.40.40.4次70.20.20.4(1)保证适当螺纹切削导入长度与切出长度数80.150.3(2)选择合理的主轴转速90.2(3)保证螺纹毛坯面加工到螺影纹实际大径(小径)①收稿日期:2007-12-20作著简芥:韩明辉(1974.),男黑龙江佳木斯人黑龙江农业职业技术学院工程师,在读硕土。C 1994-2008 China Academic Journal Electronic Publishing House.All rights reserved.http://www.cnki.net

请登录后查看评论内容